The Critical Role of Moisture Resistance in Aviation Cable: Protection from the Elements
Introduction: Why Moisture Resistance Is Non-Negotiable in Aviation
Aviation cables are the lifelines of aircraft, transmitting power, data, and signals across critical systems. One of their most vital attributes is moisture resistance. Exposure to humidity, condensation, rain, or fuel spills can compromise wiring integrity, leading to corrosion, electrical failures, or even catastrophic events. This article explores how aviation cables resist moisture ingress and ensure operational safety.
The Risks of Moisture Ingress in Aircraft Wiring
Moisture poses multifaceted threats to aviation cables:
- Corrosion: Water or humidity accelerates oxidation of conductive materials (like copper), increasing resistance and heat generation.
- Insulation Breakdown: Absorbed moisture degrades polymer insulation, reducing dielectric strength and raising short-circuit risks.
- Conductor Deterioration: Prolonged exposure causes copper “green rot,” leading to brittle conductors and open circuits.
- Signal Interference: Moisture changes impedance, disrupting avionics communication and sensor accuracy.
Engineering Aviation Cables for Superior Moisture Defense
Manufacturers deploy advanced designs and materials to combat moisture:
- Polymer Insulation: PTFE (Teflon®), ETFE, and cross-linked polymers are inherently hydrophobic, repelling water and resisting absorption.
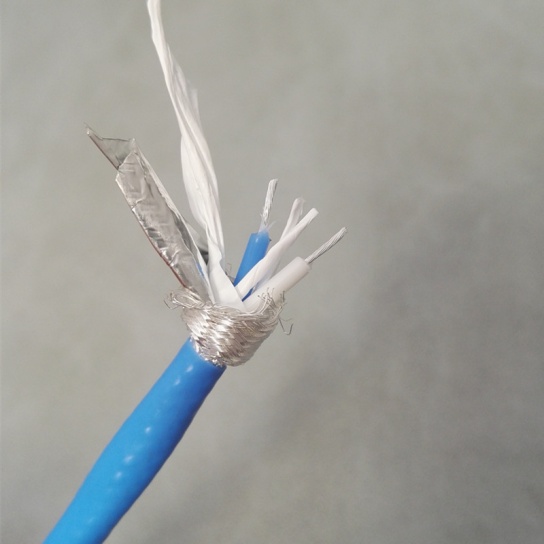
- Metallic Shielding: Braided or foil shields (aluminum/copper) act as moisture barriers while providing EMI protection.
- Hermetic Sealing: Jackets with low-permeability materials (e.g., PVC/nylon blends) prevent vapor transmission.
- Tinned Conductors: Tin-plated copper strands resist oxidation caused by residual moisture.
- Gel/Filler Barriers: Some cables include moisture-blocking gels within interstices for added protection.
Rigorous Testing Standards for Moisture Resistance
Aviation cables must pass stringent certifications to ensure reliability:
- MIL-DTL-27500: Requires immersion in saltwater for 14 days without degradation.
- AS22759/AS81044: Mandates humidity aging tests (e.g., 1,000 hours at 85°C/85% RH).
- SAE-AS23053: Tests for insulation resistance post-immersion to validate dielectric performance.
- RTCA DO-160: Simulates in-flight humidity conditions for avionics compliance.
Maintenance & Inspection Best Practices
Sustaining moisture resistance requires proactive measures:
- Use visual inspections to identify cracks, swelling, or discoloration in insulation.
- Perform routine dielectric strength tests to detect hidden moisture damage.
- Replace cables exhibiting stiffening or hardening—signs of polymer hydrolysis.
- Store spare cables in sealed, climate-controlled environments.
Conclusion: Ensuring Reliability in Demanding Environments
Moisture resistance isn’t a luxury—it’s a cornerstone of aviation cable design. By integrating hydrophobic materials, robust shielding, and rigorous testing, manufacturers ensure these critical components withstand environmental extremes. Whether in commercial jets, military aircraft, or unmanned systems, this protection guarantees uninterrupted performance where safety is paramount. Investing in certified moisture-resistant cables protects not just electrical systems, but lives.
(Article word count: 498)
This article targets keywords like “aviation cable moisture resistance,” “aircraft wiring protection,” and “MIL-DTL-27500 standards” while addressing real-world risks and solutions. Its depth and practical focus align with informational search intent, improving engagement and SEO rankings for aviation engineering audiences.