How to Select Qualified Aviation Cable Suppliers for C919 Aircraft?
The C919, China’s first domestically developed large passenger aircraft, represents a major milestone in aviation. Its success depends on a vast supply chain, where aviation cable suppliersare critical. These cables form the “nervous system” of the aircraft, carrying power and data for essential functions. Selecting a qualified supplier is a high-stakes decision that impacts safety, performance, and regulatory approval.
This guide provides a detailed framework for evaluating and selecting suppliers capable of meeting the C919’s stringent requirements.
1. Understanding the Critical Role of Aviation Cables in C919
Aviation cables are not simple wires; they are highly engineered components vital to the aircraft’s operation and safety. For the C919, their importance is amplified.
1.1 The Nervous System of Modern Aircraft
Modern aircraft are “fly-by-wire,” relying on electronic signals rather than mechanical linkages. This makes the reliability of every cable paramount. A failure in a flight control cable could have catastrophic consequences, while a minor issue in a cabin entertainment system can lead to significant operational disruption and financial loss.
1.2 Specific Cable Categories in C919
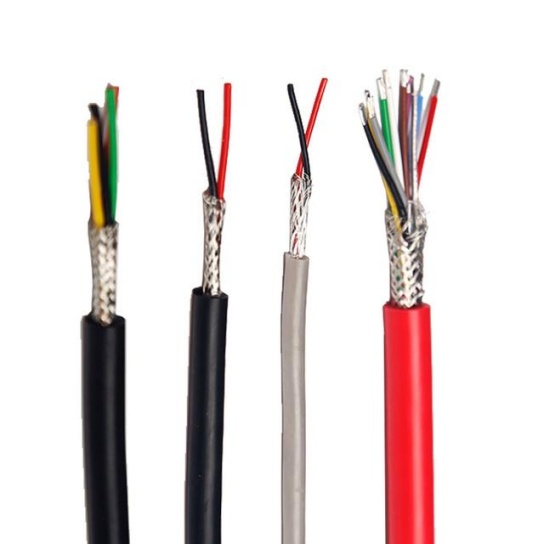
The C919 utilizes a wide array of specialized cables:
- Power Cables:Distribute electrical power from generators to all onboard systems. They must handle high currents and voltage fluctuations while resisting heat and fire.
- Signal/Data Cables:Transmit critical data for communication, navigation, and flight control. These require precise impedance control and superior electromagnetic interference (EMI) shielding.
- Specialized Cables:Include coaxial cables for radio systems, high-speed data cables for in-flight entertainment (IFE), and sensor cables for monitoring engines and environmental conditions.
1.3 Why C919 Standards are Especially Stringent
The C919 is designed to compete globally, requiring adherence to both Chinese and international aviation standards. This means any aviation cable supplier for C919must be capable of meeting the strictest global requirements from the outset.
2. Key Technical Specifications for C919 Aviation Cables
A qualified supplier must demonstrate deep expertise in the technical standards governing aviation cables.
2.1 International & Chinese Aviation Standards
Cables must comply with a web of international and domestic standards:
- International:AS9100 (Quality Systems), MIL-DTL series (US Military specifications), SAE AS series (Society of Automotive Engineers).
- Chinese (GB/GJB/HB):National (GB), Military (GJB), and Aviation Industry (HB) standards. Suppliers must prove their products meet these, sometimes more stringent, local requirements.
2.2 Electrical Performance Requirements
- Current Carrying Capacity & Voltage Rating:Cables must operate safely under all electrical loads without overheating.
- Impedance Control:For data cables (e.g., 50Ω for RF communications, 75Ω for video), precise impedance matching is critical to prevent signal reflection and data loss.
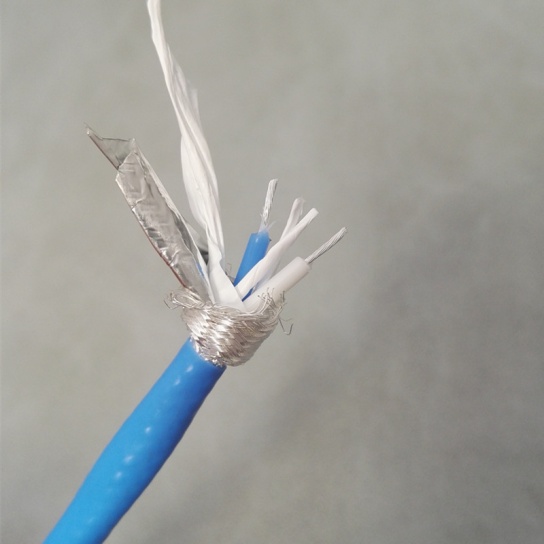
- EMI/RFI Shielding Effectiveness:To protect sensitive avionics from interference, cables often require multi-layer shielding (e.g., foil + braid) that meets standards like MIL-DTL-81714.
2.3 Environmental & Physical Durability
Cables must survive extreme conditions for the aircraft’s lifespan:
- Temperature Resistance:From -55°C at high altitudes to over 150°C near engines.
- Fire & Smoke Performance:Low smoke, zero halogen (LSZH) materials are crucial to protect passengers during a fire.
- Mechanical Stress:Cables must endure constant vibration, flexing, and physical abrasion without failure.
2.4 Material & Construction Quality
- High-Grade Polymers:Insulation and jacketing must use advanced materials like PTFE, FEP, ETFE, and PEEK for their thermal and chemical stability.
- Superior Conductors:High-purity, often silver- or nickel-plated copper, ensures excellent conductivity and corrosion resistance.
3. The Non-Negotiable: Quality Management and Certifications
In aerospace, certifications are a baseline requirement, not a differentiator. They provide the foundation of trust.
3.1 AS9100 / EN9100 / GJB9001
This is the cornerstone quality management system for aviation. Suppliers must be certified to AS9100D/EN9100 or the equivalent Chinese military standard (GJB9001) to be considered for the C919 supply chain.
3.2 Nadcap Accreditation
Nadcap (National Aerospace and Defense Contractors Accreditation Program) is a global cooperative for auditing “special processes.” For cables, this includes testing for flammability, smoke density, and EMI shielding. A Nadcap accreditation is a powerful indicator of a supplier’s technical rigor.
3.3 CAAC/EASA/FAA Recognition
While direct design approval is rare, suppliers should be familiar with the requirements of the Civil Aviation Administration of China (CAAC) and international bodies like EASA and FAA. Their quality system must be structured to support the documentation and traceability these agencies demand.
3.4 Internal Quality Control Systems
Look beyond certificates. A qualified supplier should have:
- Statistical Process Control (SPC)to monitor production.
- Full Material Traceabilityfrom raw material batch to finished product.
- Advanced Inspection Technologieslike automated optical inspection (AOI) and X-ray.
4. Evaluating Supplier Capabilities: Beyond the Brochure
A true partnership requires deep technical collaboration and robust manufacturing capabilities.
4.1 Engineering & R&D Competence
The ideal supplier acts as an engineering partner. Assess their ability to:
- Provide Design Support:Help optimize cable design for weight, space, and performance.
- Offer Material Science Expertise:Recommend advanced materials to solve specific challenges.
- Collaborate on Qualification Testing:Work with you to define and execute tests required for C919 certification.
4.2 Manufacturing Scale and Flexibility
The supplier must meet both prototyping and mass-production needs.
- Scalable Production Lines:Capable of transitioning from small R&D batches to thousands of units.
- Advanced Manufacturing Equipment:Automated cutting, stripping, crimping, and coaxial cable processing machines.
- Controlled Production Environments:Cleanrooms or controlled areas for sensitive processes to prevent contamination.
4.3 Testing and Validation Infrastructure
A supplier should have in-house capabilities for critical tests, reducing lead times and ensuring quality control. Key tests include:
- Mechanical:Tensile strength, flex life, abrasion.
- Environmental:Thermal cycling, humidity, salt spray.
- Electrical:Hipot (dielectric withstand), insulation resistance, impedance.
- Specialized:Flammability, smoke density, toxicity (FST).
4.4 Supply Chain Stability and Traceability
A reliable supplier must guarantee continuity of supply.
- Qualified Raw Material Sources:Multiple approved suppliers for critical components like copper and fluoropolymers.
- Anti-Counterfeiting Measures:Robust processes to ensure all components are genuine.
- Digital Traceability Systems:Systems that track every component and process step, creating a “digital birth certificate” for each cable.
5. A Practical Checklist for Selecting Your C919 Aviation Cable Supplier
Use this checklist to systematically evaluate potential partners.
5.1 Phase 1: Documentary Review
- [ ] Valid AS9100D/EN9100 or GJB9001 certificate.
- [ ] Proof of Nadcap accreditationfor relevant test methods.
- [ ] List of cable specificationsthe supplier can meet (e.g., SAE AS22759, MIL-DTL-27500).
- [ ] List of raw material suppliersand their qualifications.
- [ ] Sample test reportsfor products similar to your needs.
- [ ] Customer listincluding other aerospace or defense clients.
5.2 Phase 2: Virtual or On-Site Audit
- [ ] Quality Management System:Is it actively used and effective?
- [ ] Production Facility:Is it clean, organized, and well-equipped?
- [ ] Testing Laboratory:Is the equipment calibrated and the staff competent?
- [ ] Traceability System:Can they demonstrate tracking a product from start to finish?
- [ ] Engineering Support:Are engineers available to discuss technical challenges?
5.3 Phase 3: Pilot Project and Risk Assessment
- [ ] Define a Small Pilot Project:Test their capabilities with a real-world task.
- [ ] Evaluate Performance:Assess quality, timeliness, and communication.
- [ ] Conduct a Risk Assessment:Identify potential risks in their supply chain, finances, and geography.
6. Common Pitfalls to Avoid
- Focusing on Price Alone:The lowest price often means corners are cut on materials, testing, or quality control. The risk is not worth the potential savings.
- Accepting “We Can Do That” Without Proof:Always demand data, test reports, and evidence. Aerospace requires proof, not promises.
- Ignoring the Supply Chain:A supplier’s quality is only as good as their weakest sub-supplier. Ensure they have robust control over their entire supply chain.
- Overlooking Communication and Culture:Poor communication leads to errors. Choose a supplier that is responsive, transparent, and collaborative.
Conclusion: Building a Resilient and Safe C919 Supply Chain
Selecting a qualified aviation cable supplier for the C919 is a complex but critical task. It requires a rigorous, multi-faceted evaluation that goes beyond brochures and price lists. By demanding certified quality systems, proven technical expertise, and transparent operations, you can identify partners who will contribute to the safety, reliability, and success of the C919 program for decades to come. The right supplier is a long-term partner in innovation and quality, not just a vendor.