Aircraft Cable Assemblies: Resistance to Chemicals and Corrosion
Aircraft operate in some of the harshest environments on Earth: from salt-laden coastal air to exposure to jet fuel, hydraulic fluids, deicing agents, and industrial cleaners. For aircraft cable assemblies—critical components that transmit power, signals, and mechanical force—resistance to chemicals and corrosion is not just a performance metric, but a non-negotiable safety requirement. Even minor degradation can lead to signal loss, structural failure, or system downtime, making material science and design optimization central to reliable aviation operations.
1. Material Selection: The Foundation of Resistance
The first line of defense against chemicals and corrosion lies in choosing the right materials for conductors, insulation, and jacketing.
Conductors
- Tinned or Nickel-Plated Copper: Bare copper is prone to oxidation and corrosion when exposed to moisture or chemicals. Tinned copper (with a thin tin coating) resists mild corrosion but may degrade in prolonged contact with strong solvents. Nickel-plated copper offers superior protection: nickel is inert to most aviation fluids (e.g., Jet A-1 fuel, Skydrol hydraulic fluid) and withstands salt spray, making it ideal for aerospace applications.
- Stainless Steel Strands: For high-tension cables (e.g., control cables), stainless steel (316L grade) is preferred. It resists pitting corrosion from saltwater and is unaffected by deicing chemicals like ethylene glycol, ensuring long-term mechanical integrity.
Insulation & Jacketing
- PTFE (Polytetrafluoroethylene): A fluoropolymer with exceptional chemical resistance—PTFE is impervious to jet fuel, hydraulic oils, acids, and alkalis. It also retains flexibility at extreme temperatures (-200°C to 260°C), making it suitable for engine compartments or exterior aircraft zones.
- FEP (Fluorinated Ethylene Propylene): Similar to PTFE but with easier processability, FEP is often used for cable jacketing. It resists swelling or cracking when exposed to aviation cleaners (e.g., isopropyl alcohol) and provides a barrier against moisture.
- Silicone Rubber: While less resistant to strong solvents than fluoropolymers, silicone excels in high-humidity environments and resists ozone corrosion. It is commonly used in cabin wiring where chemical exposure is milder.
2. Design Optimization: Enhancing Protection
Even the best materials require thoughtful design to maximize resistance. Key design features include:
Sealed Terminations
Chemical ingress often occurs at cable terminations (e.g., connectors). Aerospace-grade assemblies use epoxy potting or heat-shrink boots with adhesive liners to create a hermetic seal. This prevents fluids from seeping into the conductor-insulation interface, where corrosion or chemical degradation starts.
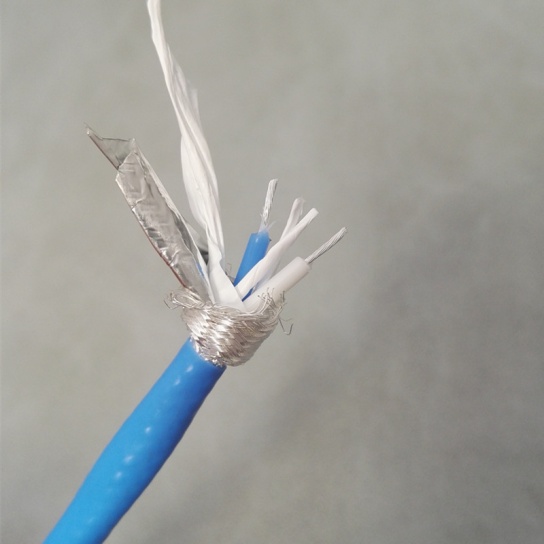
Braided Shielding
A stainless steel or nickel-braided shield serves two purposes: it protects against electromagnetic interference (EMI) and acts as a secondary barrier against corrosion. The braid is often coated with a fluoropolymer film to repel chemicals, ensuring it does not degrade when exposed to fluids.
Stress Relief Structures
Cables in moving parts (e.g., landing gear, control surfaces) are prone to abrasion, which can damage insulation and expose conductors to chemicals. Integrating flexible strain relief boots or polyurethane sleeves reduces wear, maintaining the cable’s chemical resistance over repeated cycles.
3. Testing & Certification: Validating Performance
To ensure compliance with aviation standards, cable assemblies undergo rigorous testing to prove chemical and corrosion resistance:
- Salt Spray Testing (ASTM B117): Assemblies are exposed to a 5% sodium chloride mist for 1,000+ hours. Post-test, conductors must show no signs of pitting or oxidation, and insulation must retain electrical insulation resistance (EIR) above 10^9 ohms.
- Chemical Immersion Testing (SAE AS50881): Cables are submerged in aviation fluids (Jet A-1, Skydrol LD-4, deicing fluid) at 70°C for 168 hours. After testing, insulation must not crack, swell, or lose more than 20% of its tensile strength.
- Corrosion Resistance of Conductors (MIL-STD-883H): Conductors are exposed to a humid environment (95% relative humidity) at 40°C for 28 days. No visible corrosion or increase in electrical resistance (more than 10%) is allowed.
4. Practical Maintenance Tips
While robust design minimizes degradation, proper maintenance extends a cable assembly’s lifespan:
- Avoid using non-aviation-approved cleaners (e.g., acetone) on insulation—stick to SAE-recommended solvents like isopropyl alcohol.
- Inspect terminations and jacketing during routine checks for cracks, swelling, or discoloration—early signs of chemical exposure.
- For aircraft operating in coastal areas, schedule annual salt spray resistance tests to catch hidden corrosion.
FRS Brand: Reliable Resistance for Aerospace
When it comes to aircraft cable assemblies that stand up to chemicals and corrosion, FRS Factory delivers uncompromising quality. Every FRS assembly uses 316L stainless steel strands, nickel-plated copper conductors, and PTFE/FEP insulation—sourced to meet MIL-DTL-24682 and SAE AS50881 standards. Our sealed terminations and braided shields undergo 1,000-hour salt spray testing and 168-hour chemical immersion testing, ensuring compliance with FAA and EASA requirements. Whether for commercial airliners, military jets, or rotorcraft, FRS cable assemblies provide the long-term resistance you need to keep operations safe and reliable.